
Порівняно з традиційним виробництвом, 3D-друк дешевший, зручніший і створює набагато менше безладу та менше токсичних побічних продуктів. Зрештою, це принесло прототипи та дрібносерійне виробництво в наші спальні. Але хоча 3D-друк зручний, це, звичайно, нелегко.
Абсолютно будь-що, від неправильного натягу ременя та неправильного моменту затягування сопла до неправильних налаштувань будь-якого із сотень програмного забезпечення слайсера, може призвести до катастрофічної несправності вашого 3D-друку. Але не хвилюйтеся, адже ми зібрали найпоширеніші причини несправностей 3D-друку разом із корисними порадами, як їх уникнути.
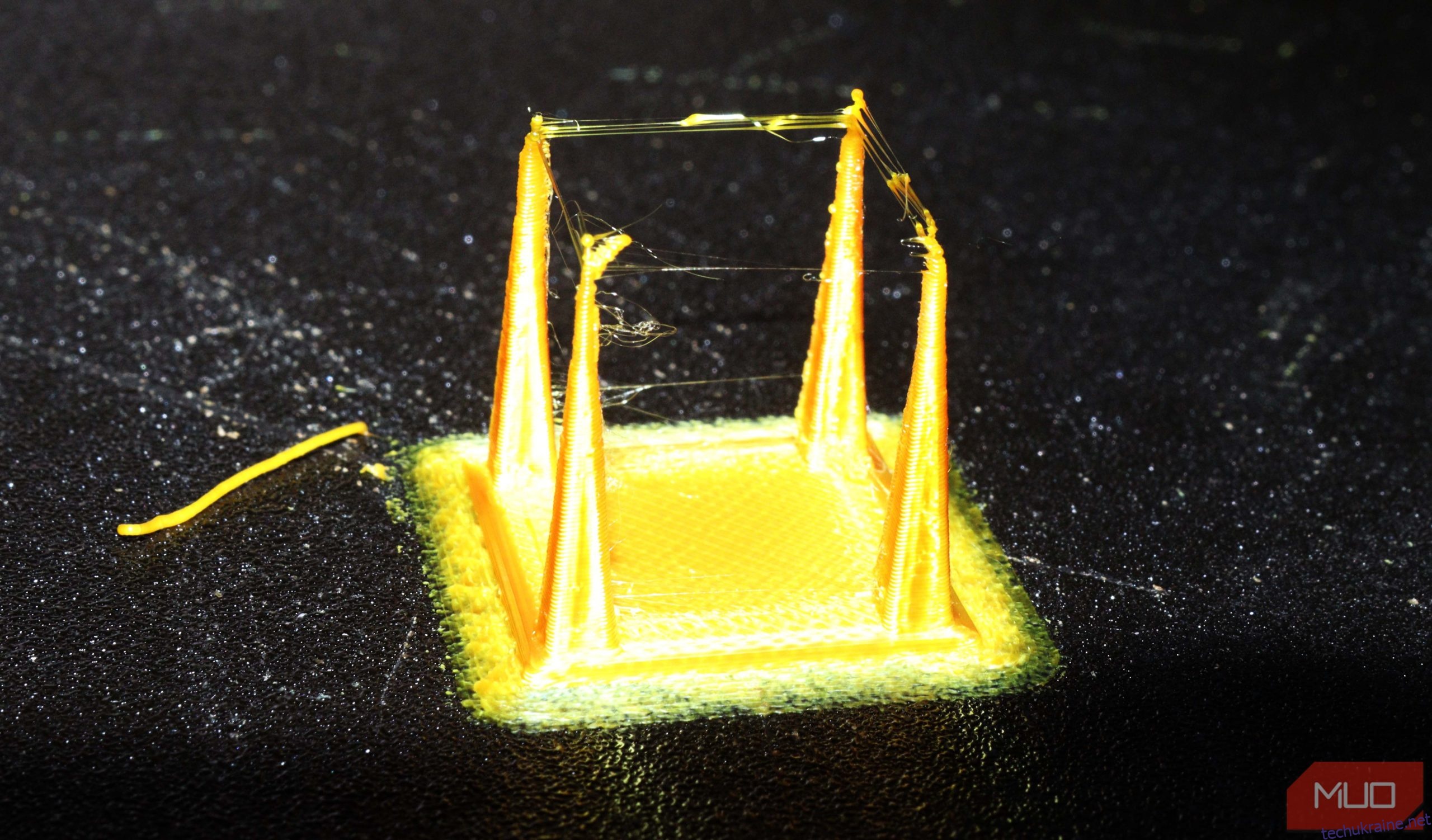
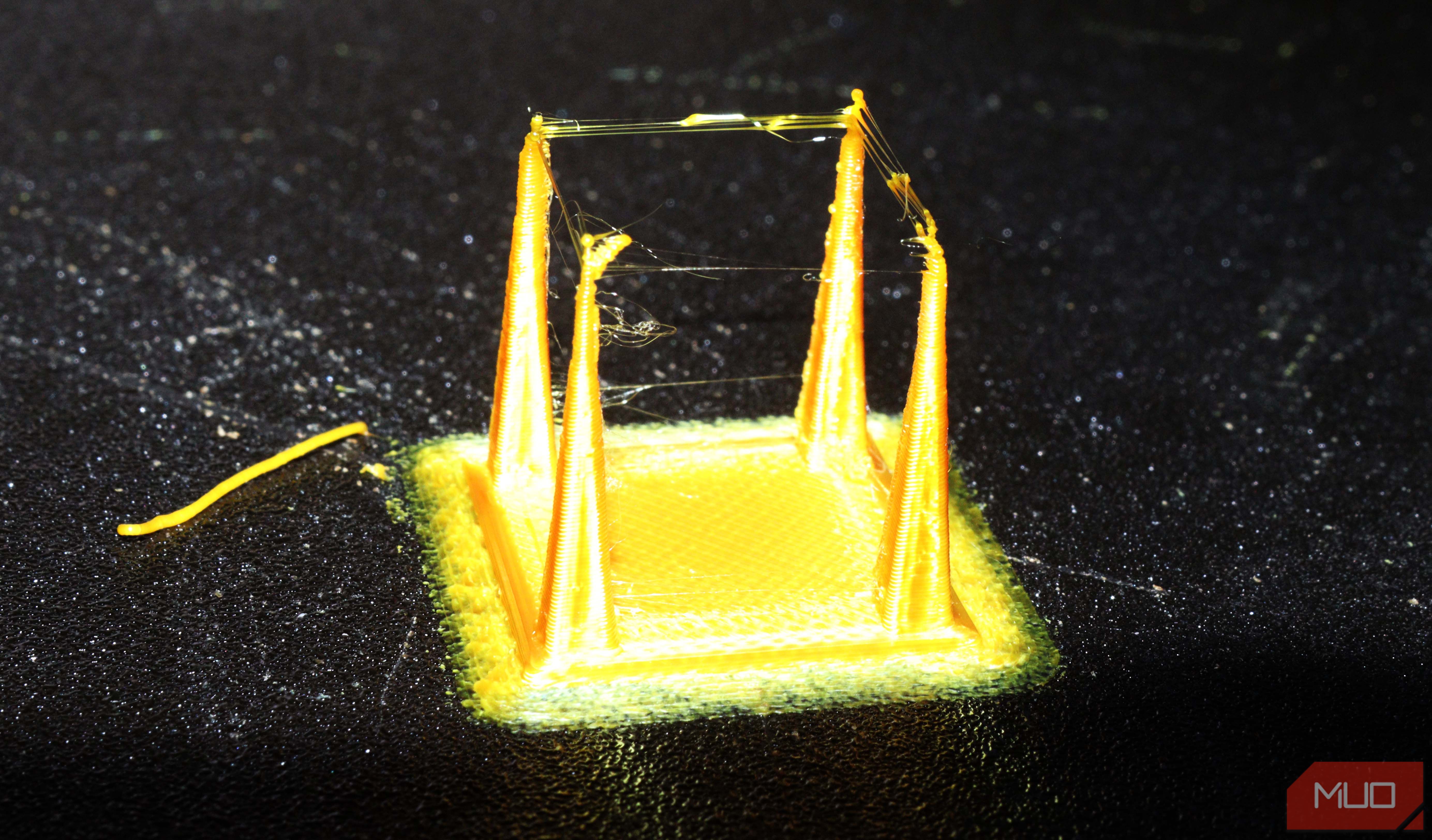
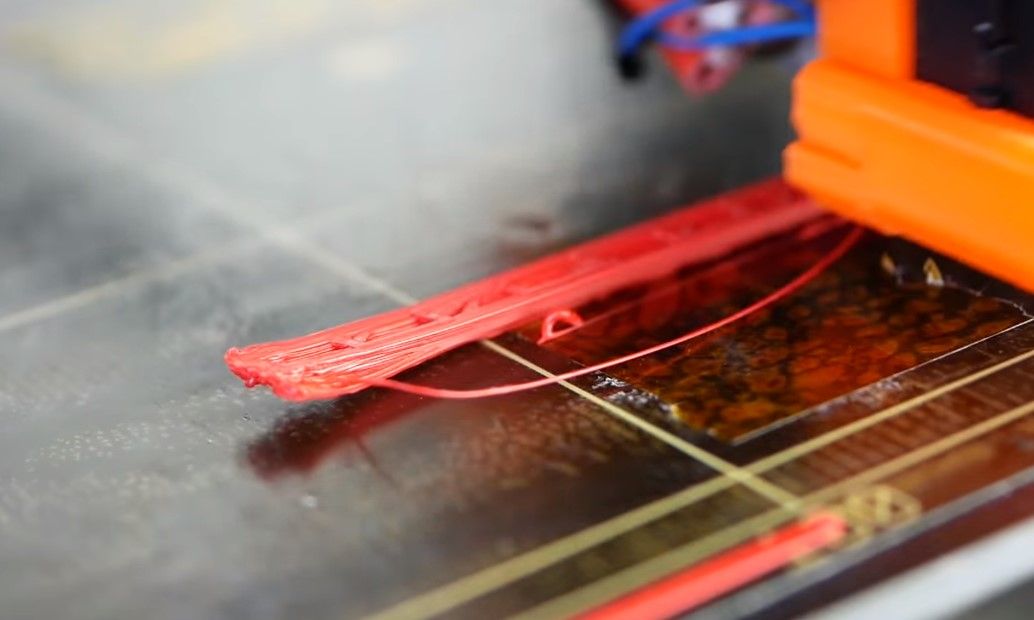
1. Нанизування
Можливо, натягування шнурів не є катастрофічним провалом для косметичних 3D-принтів, але тонкі шматки пластику, що проходять горизонтально по всіх порожніх просторах вашої моделі, також перешкоджають меті. Що ще гірше, надмірне натягування може навіть спричинити проблеми із зазором у функціональних відбитках, особливо тих, що включають рухомі частини.
Що викликає струнінг?
Непривабливий дефект виникає, коли 3D-принтер не може зупинити розплавлену нитку від витікання з сопла, коли вона проходить через щілини в 3D-моделі. Це явище залежить від кількох факторів, починаючи від в’язкості розплавленої нитки і закінчуючи тиском, що створюється в соплі.
Іншими словами, друк при надмірних температурах спростить витікання нитки з сопла та спричинить утворення ниток. Тим часом, нездатність скинути тиск із сопла також призведе до передчасного виштовхування розплавленого пластику. Наявність вологи в нитці також може сприяти нанизу.
Що ще гірше, деякі матеріали, такі як PETG, за своєю суттю більш сприйнятливі до цього дефекту 3D-друку.
Як виправити натяг: використовуйте нижчу температуру
Чим вище температура насадки, тим легше нитці височиться, коли цього не повинно бути. Встановлення правильної температури сопла забезпечує правильну в’язкість нитки, що, у свою чергу, дозволяє вашому 3D-принтеру точніше контролювати потік розплавленої нитки. На щастя, є простий спосіб досягти цього.
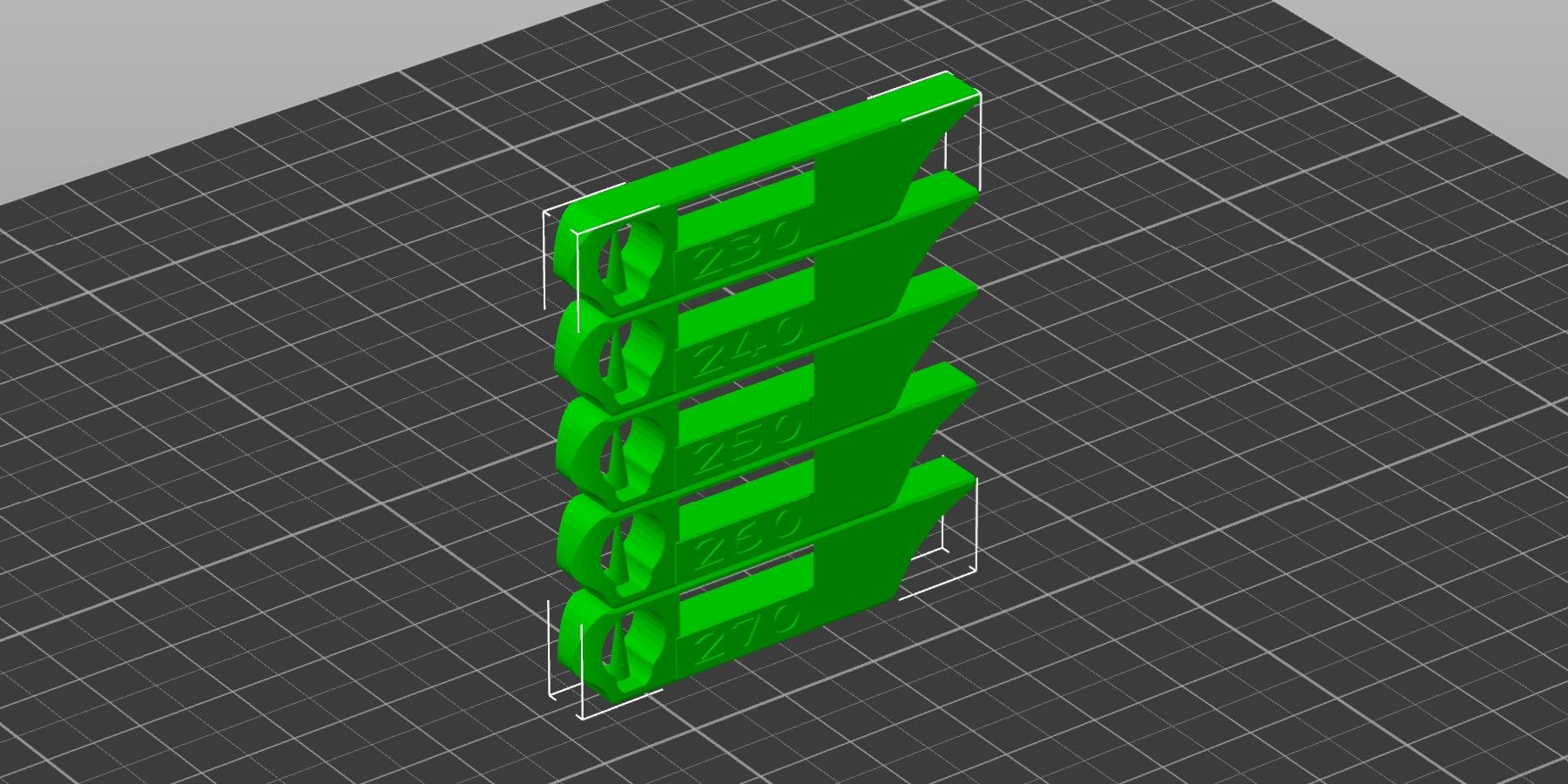
Більшість сучасних слайсерів, таких як PrusaSlicer або його аналог SuperSlicer із відкритим вихідним кодом, мають вбудовані тестові моделі температурної вежі. Скористайтеся цими майстрами калібрування, щоб точно налаштувати температуру сопла для обраної нитки. Температурна вежа дозволяє друкувати різні секції моделі при різних температурах сопла.
Це ідеально підходить для знаходження зони Золотовласки між максимальною міцністю зчеплення між шарами та пом’якшенням натягу. Зробіть пробний відбиток на різних рівнях, щоб визначити, який температурний режим є достатнім для вашої програми, а також пом’якшити струни.
Як налаштувати параметри ретракції
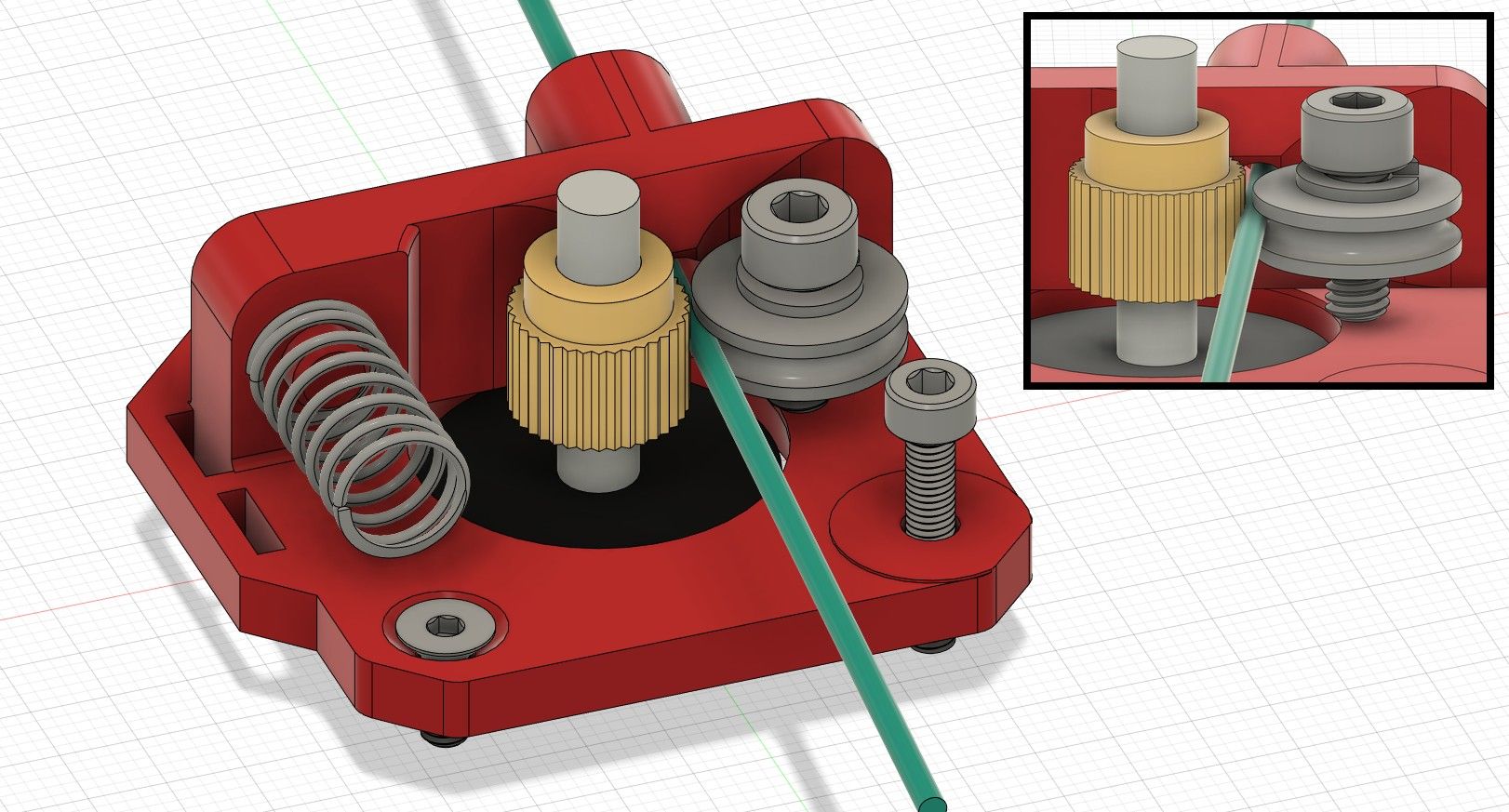
Тепер, коли ми впоралися з надмірною температурою сопел, ми можемо перейти до допомоги вашому принтеру скинути тиск сопел. Виштовхування розплавленої нитки з крихітного отвору в соплі потребує великого тиску. Якщо вчасно не зменшити величезну виштовхувальну силу, нитка розжарювання продовжуватиме сочитися з насадки та проявлятиметься у вигляді ниток.
Саме для цієї мети у вашому програмному забезпеченні слайсера є налаштування, що називається відстанню втягування. Як випливає з назви, він зменшує тиск на форсунці, витягуючи нитку розжарювання в протилежному напрямку. Значення відстані втягування вимірюються в міліметрах і коливаються від 0,4 мм до 1,2 мм для екструдерів з прямим приводом. Однак екструдери Bowden вимагають десь від 2 мм до 7 мм втягування. Якщо ви не впевнені щодо типів екструдерів, наш пояснювач щодо прямого приводу та екструдерів Bowden допоможе вам.
Значення також змінюється залежно від жорсткості/пружності матеріалу нитки. Друк моделей калібрування, оптимізованих для втягування, є єдиним життєздатним способом визначити правильне налаштування для вашого 3D-принтера. Подібно до температурної вежі, більшість пристойних слайсерів матимуть вбудовані вежі ретракції. Якщо ні, ви можете завантажити вежу ретракції з Роздруковані матеріали щоб з’ясувати, яке налаштування відстані відведення вам найкраще підходить.
Крім відстані відтягування, швидкість відтягування також впливає на натягування. Вона коливається від 25 мм/с до 60 мм/с для більшості ниток, але вона також залежить від того, чи використовуєте ви прямий екструдер чи екструдер Боудена, а також на неї впливає міцність/пружність матеріалу, на якому друкується. Занадто низька швидкість погіршує натягування, тоді як надмірне значення призведе до розжовування нитки шестернями екструдера або навіть до повного розриву. Знову ж таки, калібрувальні відбитки є найкращим способом дій.
2. Засмічення форсунок
Засмічення сопла відбувається, коли нитка не може пройти крізь сопло, що призводить до неповних відбитків або повної відсутності екструзії. На відміну від рядків, це незмінно спричиняє повну помилку друку. Визначити причину засмічення та знайти рішення також не так просто через величезну кількість задіяних змінних.

Що спричиняє забивання форсунок і як цьому запобігти
Складність екструдера 3D-принтера створює багато точок відмови, які можуть сприяти засміченню сопел. Загалом кажучи, основні причини варіюються від механічних (екструдер, сопло, нагрівач) проблем до вибору нитки та практики поводження. Давайте розглянемо найпоширеніші причини.
Якість нитки: дешевші нитки, ймовірно, містять пил і сміття, які з часом можуть накопичуватися в соплі та зрештою блокувати його. Нерідко можна знайти навіть металеві фрагменти всередині ниток, виготовлених брендами, які не дотримуються належних стандартів виробництва. Не потрібно багато, щоб засмітити звичайну форсунку з отвором лише 0,4 мм. Варто використовувати високоякісні нитки від відомих брендів. Однак пом’якшити негативний вплив дешевих ниток легко, якщо ви дотримуєтеся нашого посібника з профілактичного обслуговування форсунок.
Неправильний розмір сопла: технічні нитки, що містять вуглецеве та скловолокно, можуть легко забити стандартні сопла діаметром 0,4 мм, які є на більшості 3D-принтерів. Вам краще використовувати більші насадки діаметром 0,6 мм, щоб зменшити ризик блокування відносно великими композитними матеріалами крихітного отвору стандартної насадки. Ця порада також стосується дерев’яних, світяться в темряві та металевих ниток.
 Автор зображення: Начікет Мхатре
Автор зображення: Начікет Мхатре
Надмірна висота шару: товщі шари друкуються швидше, але перевищення може легко забити сопло. Налаштування висоти шару в ідеалі не повинно перевищувати 75 відсотків розміру сопла. Це означає, що висота шару 0,3 мм — це максимум, який можна безпечно використовувати для насадки 0,4 мм.
Друк моделей із більшою висотою шару вимагає радикально високого об’ємного потоку нитки, що неможливо без підвищення температури сопла. Неможливість забезпечити достатню кількість тепла робить екструдер неможливим виштовхнути холодну нитку з сопла.
Повзання тепла: на протилежному кінці спектра друк за надмірних температур може спричинити «повзання» тепла з гарячої сторони через теплорозрив на холодну сторону. Засмічення сопла проявляється кожного разу, коли нитка плавиться на неправильній стороні розриву тепла. Якщо ваш гарячий вентилятор перестає працювати, вам навіть не потрібно друкувати особливо гаряче, щоб матеріали з низькою температурою плавлення, такі як PLA, засмітили сопло.
Це можна ефективно пом’якшити, перевіривши працездатність вентилятора hotend перед друком. Використання титанових або більш тонких сталевих терморозривників також зменшує теплову повзучість. Якщо ви друкуєте PLA на закритому принтері, добре тримати дверцята відкритими. Якщо нічого не працює, можливо, вам доведеться оновити вентилятор до потужнішого гарячого пристрою.
Знос екструдера: двигун екструдера та редуктор повинні створювати величезний крутний момент і зчеплення, щоб проштовхнути нитку через сопло. Це особливо вірно при високій швидкості друку матеріалів, які друкуються при вищих температурах. Вихідний крутний момент застарілих крокових двигунів екструдера може з часом впасти, або шестерні екструдера, можливо, зношені. Поєднання цих факторів на старому принтері може призвести до достатнього падіння сили екструзії, щоб спричинити засмічення сопла.
Однак, якщо у вас все-таки виникне засмічення сопла, стане в нагоді наш чудовий посібник із очищення сопла 3D-принтера.
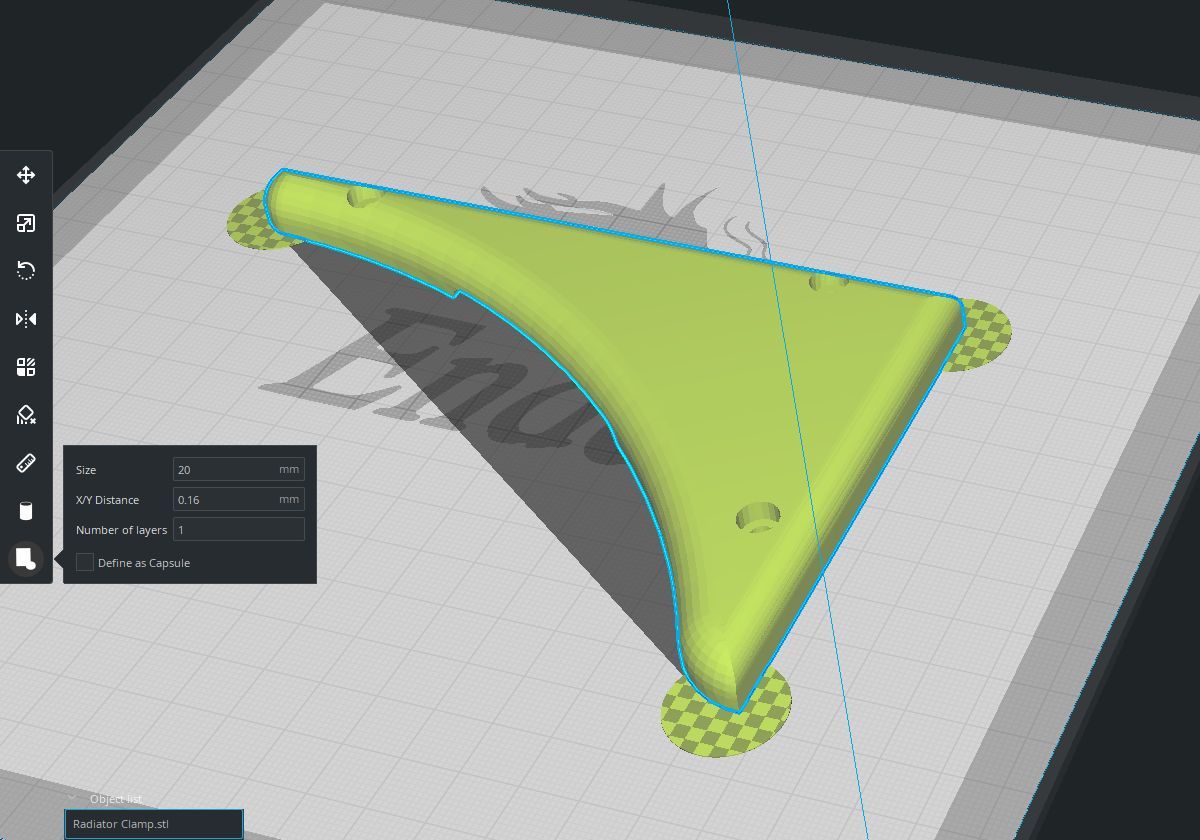
3. Викривлення
Деформація виникає, коли під час друку кути або краї відбитка піднімаються над друкарським столом. Хоча це може здатися косметичним дефектом, це руйнує точність розмірів для функціональних відбитків, що є перешкодою. Що ще гірше, надмірне викривлення також може призвести до того, що весь відбиток відірветься від ложа та зіпсує відбиток.
 Автор зображення: CNC Kitchen/YouTube
Автор зображення: CNC Kitchen/YouTube
Що викликає викривлення?
Легше зрозуміти механізм викривлення, якщо ви візуалізуєте мініатюрну стіну, надруковану на ABS. Перші кілька шарів накладаються при 260°C на шар, нагрітий до 100°C для сприяння адгезії. По мірі друку шари біля ліжка мають температуру 100°C, тоді як шари, що знаходяться вище, мають температуру на третину від цієї температури.
Верхні шари, що знаходяться в контакті з холоднішим навколишнім повітрям, починають стискатися, коли вони охолоджуються, тоді як більш гарячі нижні шари біля нагрітого шару є відносно більшими через розширення. Зменшення верхніх шарів призводить до згортання більш гарячих шарів біля ліжка, що стає очевидним, коли кути піднімаються від ліжка.
Хоча адгезія шару може зменшити деформацію, насправді це відбувається через різницю температур між гарячим і холодним шарами друку. Саме тому деформація більш очевидна в технічних матеріалах, таких як нейлон і АБС, які друкуються при значно вищих температурах.
Як запобігти викривленню
Подолання вищезгаданої різниці температур є найкращим способом пом’якшення викривлення. Досягти цього легше для друку з ABS, оскільки все, що вам потрібно, це закрита камера для друку. Це вловлює тепло, що виділяється ліжком, щоб досягати температури камери до 70°C для менших принтерів, таких як серія Voron 0.
Цей метод також підходить для більш складних матеріалів, таких як нейлон і полікарбонат. В ідеалі ви повинні перемістити електроніку принтера за межі камери, щоб забезпечити довговічність. Зважаючи на це, простий корпус все одно не може запобігти викривленню надзвичайно великих або високих відбитків на більшому 3D-принтері. У цей момент вам потрібно активно нагріти камеру для друку, щоб наблизити її до 60 °C принаймні.
Слід зазначити, що такі високі температури в камері не ідеальні для таких матеріалів, як PLA і PETG, які, як правило, розм’якшуються при цих температурах. Ці матеріали найкраще друкувати на відкритих 3D-принтерах із нагріванням шару до температури склування (розм’якшення) (від 45°C до 60°C) для сприяння адгезії. Викривлення можна додатково пом’якшити, знизивши температуру сопла, але це також призводить до слабших відбитків.
Як правило, додавання країв до великих плоских поверхонь або виступів до гострих кутів ваших відбитків покращує адгезію, оскільки це ефективно запобігає викривленню нижніх шарів матеріалу, що скорочується. Наш посібник щодо різних поверхонь для 3D-друку (і коли їх використовувати) допоможе вам покращити адгезію першого шару.
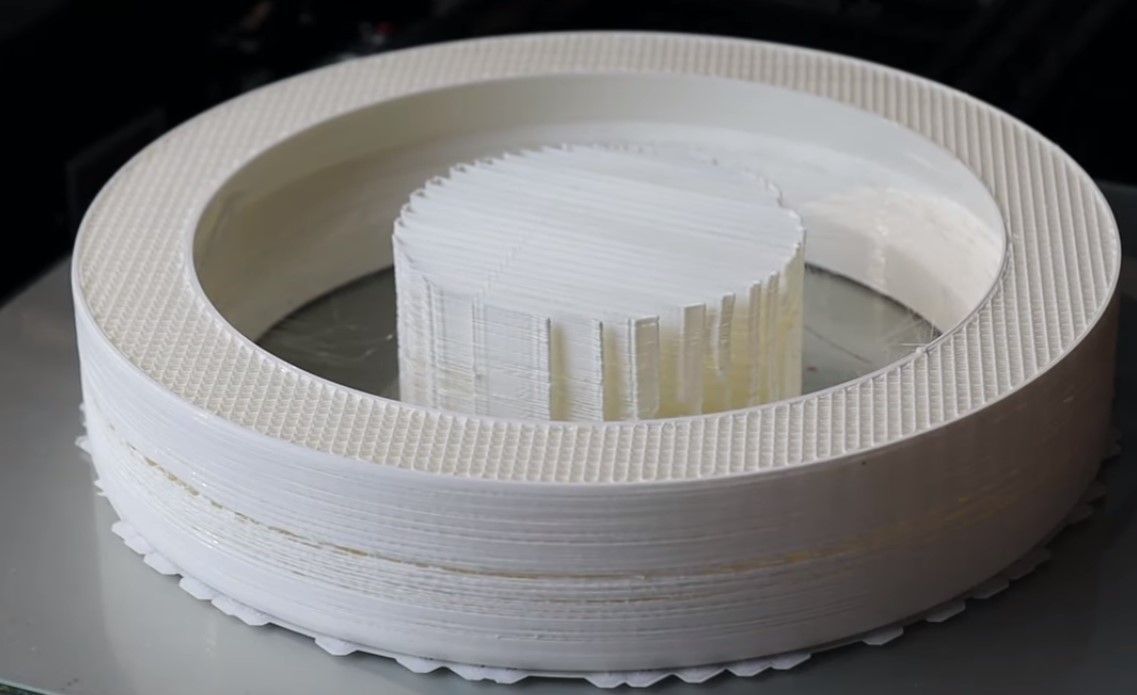
4. Поділ шарів або слабкі відбитки
Поділ шарів або відшарування відбувається, коли шари відбитка не прилягають належним чином один до одного, що призводить до прогалин або тріщин у відбитку. 3D-принтер — це, по суті, пістолет для клею-розплаву, яким керує робот. А клей-розплав працює, тому що він гарячий.
Подібним чином друк із нижчою температурою сопла призведе до кращих відбитків, які не сильно деформуються, але відсутність тепла серйозно погіршує адгезію між шарами. Це призводить до слабких відбитків, які легко замикаються уздовж ліній шару.
 Кредит зображення: Каллум Коулз/YouTube
Кредит зображення: Каллум Коулз/YouTube
Як покращити адгезію шару та запобігти слабким відбиткам
Міцність вашого 3D-друку в усіх напрямках, крім уздовж ліній шару, регулюється виробником нитки. Дізнайтеся більше про те, як вибір нитки впливає на успіх ваших 3D-друків. Однак лінії шарів є незмінною точкою відмови для всіх 3D-принтів, незалежно від використовуваного матеріалу. Тому дуже важливо дотримуватися цих найкращих практик, щоб покращити адгезію між шарами.
Друк за адекватних температур: відкалібруйте температуру сопла за допомогою вищезгаданих тестових роздруківок із температурної вежі. Ці 3D-моделі призначені для замикання на кожній температурній ділянці для перевірки міцності зчеплення шару. Це найкращий спосіб знайти баланс між якістю друку та міцністю проміжного шару.
Висока швидкість вентилятора охолодження частин: встановлення занадто високої швидкості вентилятора охолодження частин може призвести до надто швидкого охолодження шарів, що призведе до поганої адгезії. Хоча швидше охолодження деталей забезпечує гарніші відбитки та кращу якість виступу/підтримки, це негативно впливає на адгезію проміжних шарів у таких матеріалах, як ABS, нейлон і полікарбонат.
Волога нитка: наявність вологи в нитці призводить до утворення пари в гарячому соплі, що вводить мікробульбашки та пустоти в екструдований матеріал. Це не тільки погіршує якість поверхні друку, але й робить її крихкою. Зручні для початківців матеріали, такі як PLA і PETG, не сприйнятливі до вологи, але гігроскопічні нитки, такі як нейлон, перед друком потрібно ретельно висушити в сушарці для ниток.
Чотири вершники апокаліпсису 3D-друку
Досягнення успішних 3D-друків не закінчується забезпеченням гарної адгезії першого шару. Налаштування налаштувань принтера та слайсера для пом’якшення цих чотирьох поширених видів збою повинно значно зменшити ваші шанси зіткнутися з невдалим 3D-друком.